 |
 |
В НАЧАЛО • О НАС • ПРОДУКЦИЯ • ОБОРУДОВАНИЕ • ТРЕБОВАНИЯ К МАКЕТАМ • СПРАВОЧНАЯ • КОНТАКТЫ |
|
||
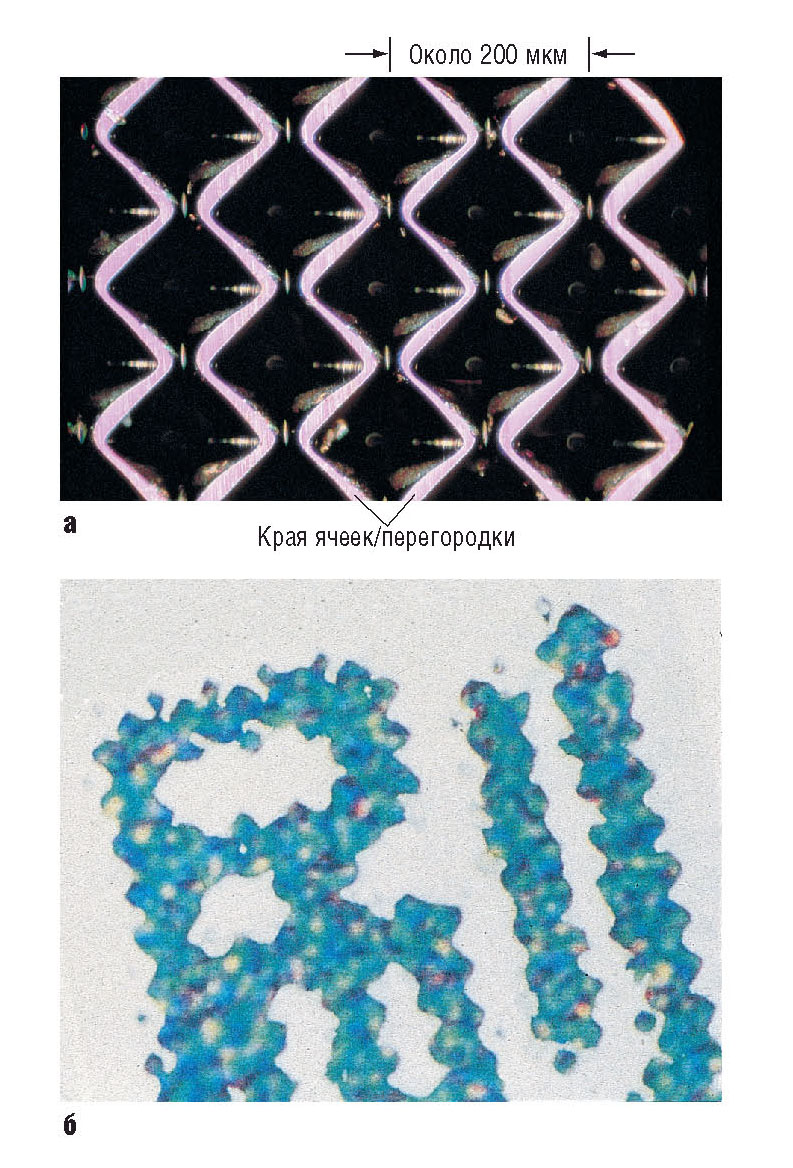
В процессе растрирования изображение разделяется на печатающие элементы формы (ячейки) и пробельные элементы (металлические перегородки). Металлические перегородки между ячейками служат опорой для ракеля при снятии лишней краски. После снятия краски с поверхности формы она остается только в ячейках. Если на краях ячеек останется На рис. 13,а изображена микрофотография поверхности формы глубокой печати. Ячейки и перегородки между ними различимы. На печатной продукции (рис. 13,б) можно увидеть ячеистую структуру и различить расплывшиеся края отдельных элементов изображения. Отдельные ячейки не видны из-за попадания краски на пробельные элементы при печати. Формы для глубокой печати с переменной глубиной ячеек получают методом травления.
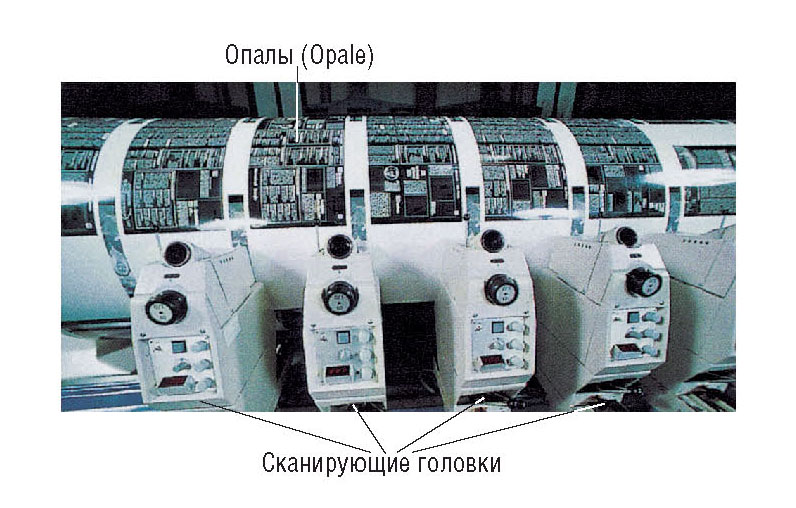
Рис. 13 Классический процесс электромеханического гравирования представлен на рис. 14. Сканируемый цилиндр с оригиналом и гравируемый формный цилиндр связаны друг с другом либо механическим способом, либо с помощью «электрического вала». На цилиндре для сканирования размещается оригинал – позитив воспроизводимого изображения (так называемая опаловая пленка) с соответствующими градациями и интервалом оптических плотностей. В зависимости от оптической плотности сканируемых точек изображения получается соответствующий электрический сигнал.
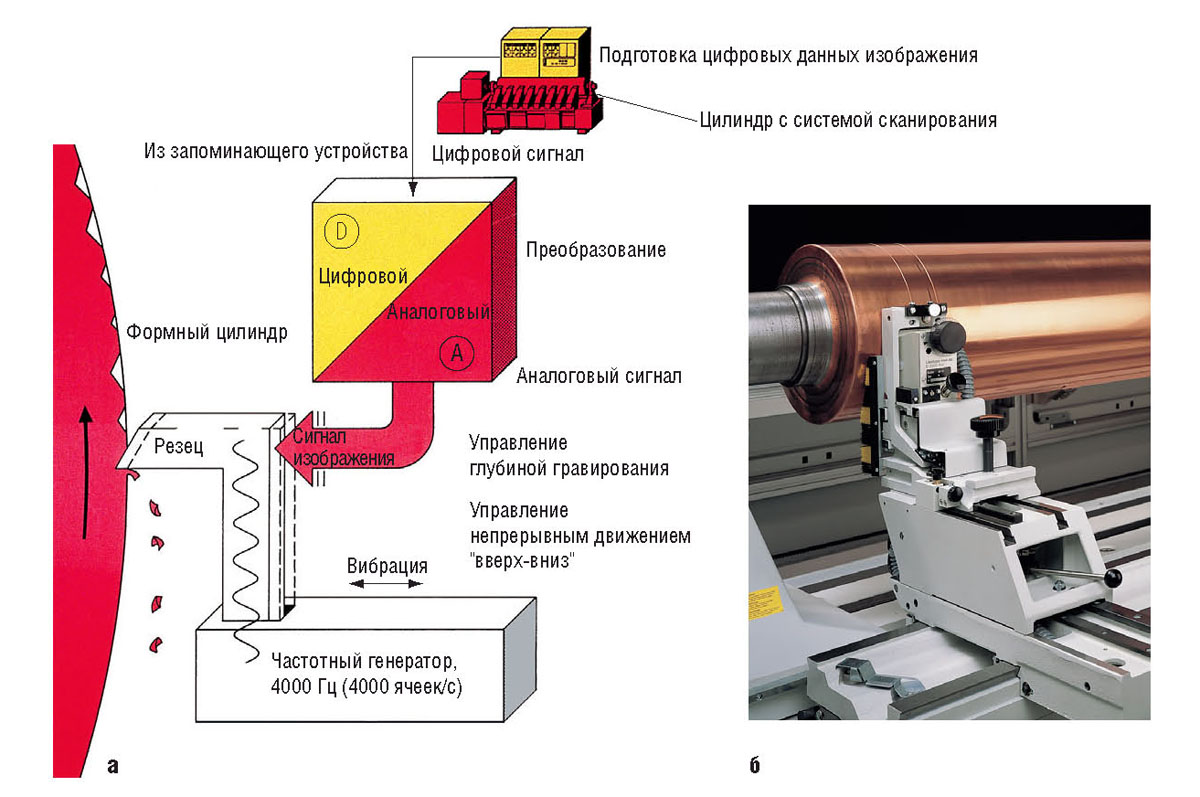
Рис. 14 Сигналы, поступающие от сканирующей головки (данные об изображении), преобразуются в компьютере и управляют гравировальной головкой. На рис. 15 изображена электромеханическая гравировальная головка, сигнал для которой имеет две составляющие, отображающие собственно изображение и растровую структуру в отношении ее линиатуры и угла поворота растра. В совокупности они используются для управления гравировальной головкой. Угол поворота растра обеспечивается подбором частоты, а также скорости ее подачи и вращения цилиндра. Вместо сканирования пленки-оригинала сегодня в большинстве случаев применяют прямое гравирование, управляемое сигналами из базы, описывающими изображение.
Рис. 15
<< Назад Вперед >>
С разрешения компании «Гейдельберг-СНГ» |
 |