 |
 |
В НАЧАЛО • О НАС • ПРОДУКЦИЯ • ОБОРУДОВАНИЕ • ТРЕБОВАНИЯ К МАКЕТАМ • СПРАВОЧНАЯ • КОНТАКТЫ |
|
||
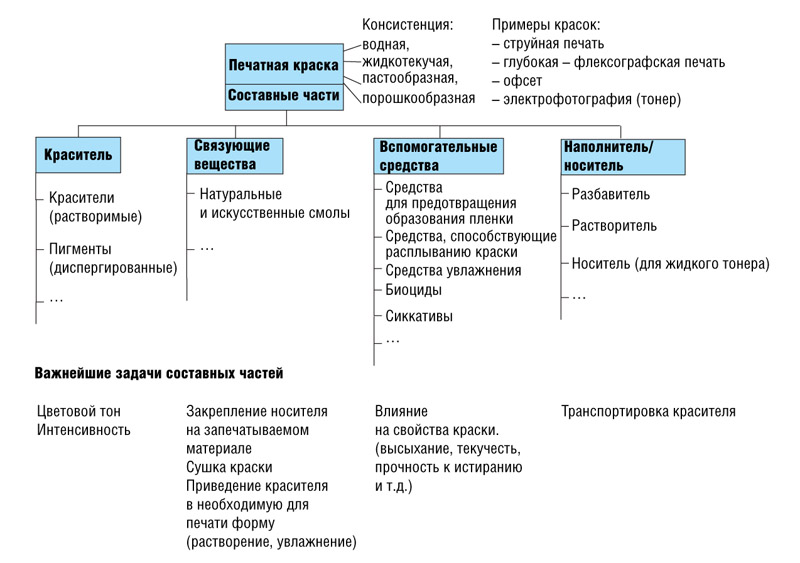
Печатные краски Структура и составные части Печатные краски состоят в основном из: • красящих веществ (пигментов или красителей) В зависимости от способа печати различают печатные краски различной консистенции – от очень жидкотекучих (на водной основе), включая пастообразные, и до сухих (твердых, например порошков). Механизм передачи краски, способ ее сушки или фиксации на запечатываемом материале определяются структурой и составными компонентами (рис. 9). Красящие вещества подразделяются на: • пигменты (органические и неорганические цветные, белые или черные субстанции, которые не растворимы в системах носителей). Речь идет о твердых частицах или агломератах молекул, которые распределены в жидком носителе – связующем во взвешенном состоянии
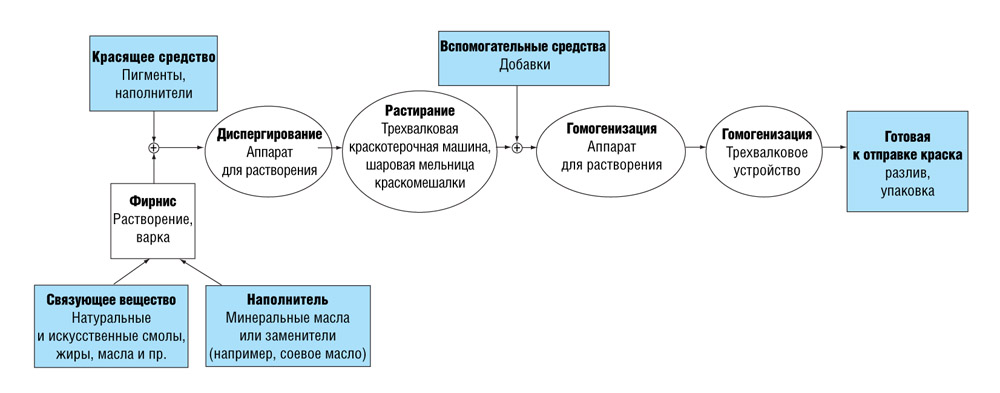
Рис. 9 Пигменты состоят из молекул, которые объединяются друг с другом в кристаллы. Как правило, частицы пигментов имеют размеры от 0,1 до 2 мкм. Они могут состоять из нескольких миллионов молекул. Примерно 10% молекул находятся на поверхности. Эти молекулы и некоторые, лежащие под ними, могут поглощать свет. Пигменты способны отражать и рассеивать свет, а поэтому они светонепроницаемы. Они имеют широкий спектр поглощения и поэтому не являются «чистыми» с точки зрения передачи цвета как красители, которые имеют очень узкий спектр поглощения. Красители – молекулы, окруженные растворителем (жидкость – основа). Так как почти каждая молекула, и не только на поверхности, может поглощать фотоны, красители отличаются высокой интенсивностью цвета и яркостью краски. Пигменты в любом случае нуждаются в связующем веществе при фиксации на запечатываемом материале, в то время как красители связываются непосредственно с поверхностью запечатываемого материала. Недостатком красителей является их ограниченная светопрочность (окисление ведет к выцветанию). В отношении светопрочности и стабильности цвета преимущество имеют пигментированные краски. Пигменты как основной материал для краски более дешевы, чем красители. Однако при изготовлении краски на основе пигментов требуются более высокие затраты по сравнению с красками на основе красителей. Пигменты должны дополняться диспергаторами для того, чтобы не агломерировать. Красители, напротив, находятся в растворенном состоянии и не осаждаются в жидкости. Печатные краски в большинстве случаев содержат пигменты. Важнейшее исключение составляют, например, чернила для струйной печати. Однако и в этой области существует тенденция перехода к пигментам, характеризующимся лучшей светопрочностью, закреплением на бумаге. Доля пигмента в краске составляет в зависимости от цветового тона от 5 до 30%. Большее значение в полиграфической промышленности имеют органические пигменты, которые обеспечивают краскам для триадной печати достижение желаемого цветового тона. Необходимо различать цветные и черные пигменты (сажа). Основные неорганические пигменты: • белые пигменты (например, диоксид титана) Связующие вещества. В обычных способах печати применяют краски, связующими веществами которых являются смолы, растворенные в минеральном масле. В связующем веществе пигменты тонко диспергируются. Оболочка из связующего вещества, окружающая частицы пигмента, защищает их от контактов, приводящих к объединению в агломераты и их осаждению. Связующие вещества высыхают (задубливаются) на печатном материале и таким образом фиксируют пигменты. Вспомогательные материалы. Вид вспомогательных материалов (добавок) в красках зависит от соответствующего способа печати, для которого они предназначены. Вспомогательные вещества добавляются для воздействия на сушку, текучесть и прочность к истиранию красок. Вещества-носители. При обычных способах печати к веществам-носителям для красящих средств относятся разбавитель печатной краски (например, минеральные масла) и также, если это необходимо, растворители (как толуол в глубокой печати). Особенности красок, предназначенных для бесконтактных способов печати (NIP), таких, как электрофотография и струйная печать, излагаются в следующих разделах. Требования к печатным краскам. Применение растворителей • разделению краски на пути ее нанесения на оттиск (офсетная, глубокая, высокая печать). Красочные валики, печатная форма и резиновое полотно (в офсетном способе) переносят, т.е. транспортируют красочный слой На запечатываемом материале краски должны высыхать или задубливаться. Принципиально различают физические (впитывание и испарение) и химические (окислительную полимеризацию, лучевое задубливание) способы закрепления. Часто применяются комбинации этих способов сушки. Особенностью всех их является затвердевание краски при переходе из жидкого состояния в твердое. Краска должна хорошо схватываться с запечатываемым материалом. Обычными являются следующие варианты (а также комбинации): • краска закрепляется, например, механически на поверхности запечатываемого материала (проникает в поры, поглощается волокнами бумаги). Этому способствует соответствующее давление, создаваемое при печати (например, офсетной) Приготовление печатных красок
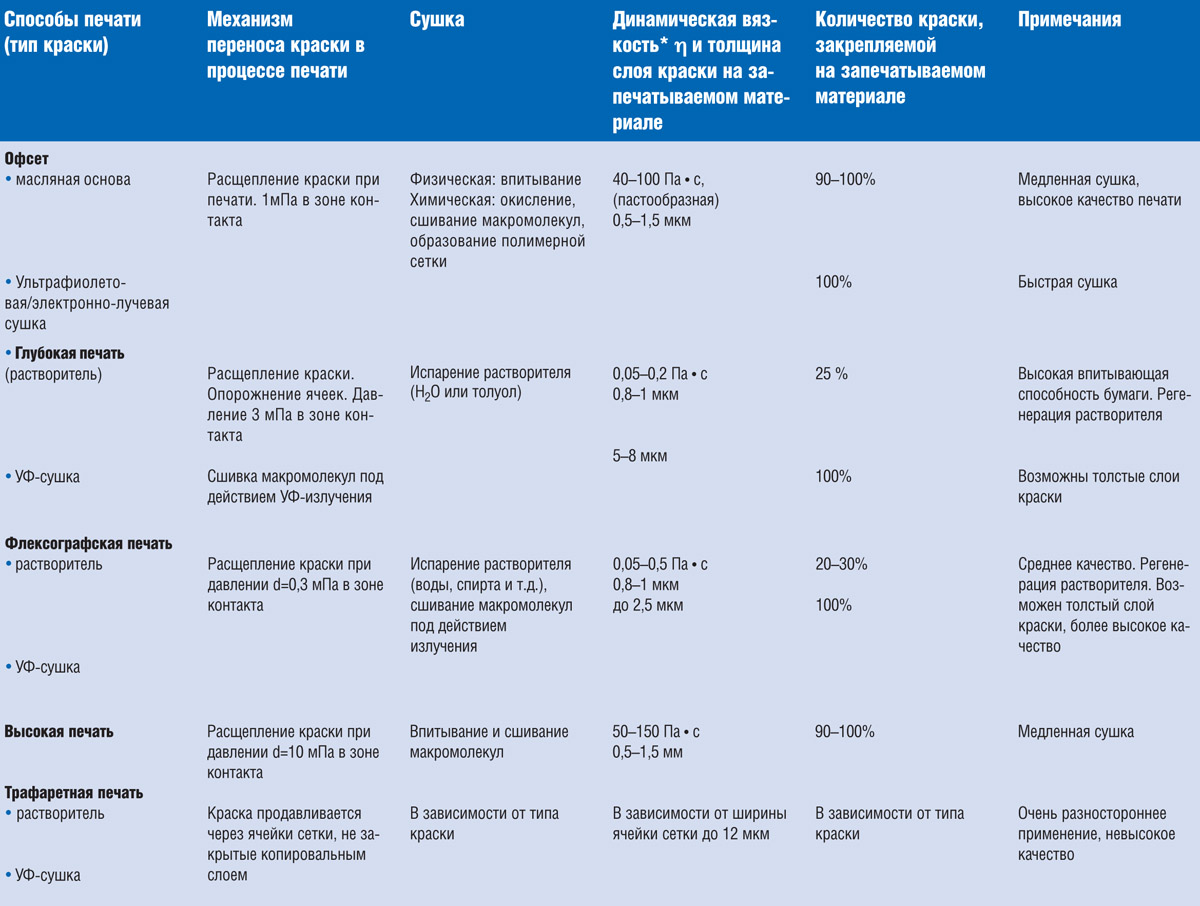
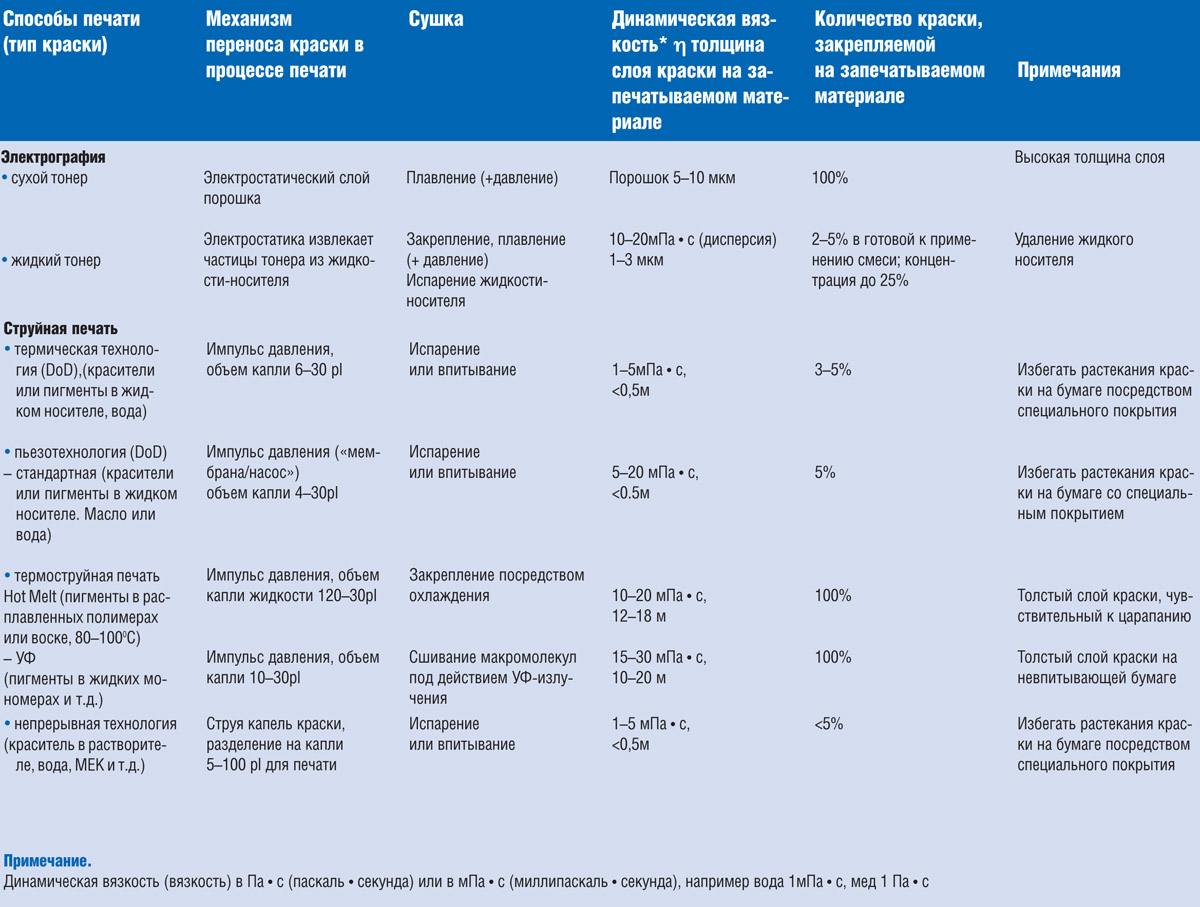
Рис. 10 Реологические свойства красок. Понятие «консистенция» печатной краски имеет решающее влияние на производительность и качество выполнения печатного заказа. Консистенция как общий показатель может варьироваться с учетом применения красок для определенных печатных машин, запечатываемых материалов и сюжетов на них, скорости печати и т.д. Самыми важными свойствами красок являются: • динамическая вязкость может рассматриваться как «сопротивление течению» краски. Чем выше вязкость, тем она тяжелее и образует более равномерную пленку. Единицей вязкости является Па • с (паскаль • секунда) или СП (сантипойс) =1мПа • с (миллипаскаль • секунда). Данные по вязкости отдельных красок приведены в табл. 6
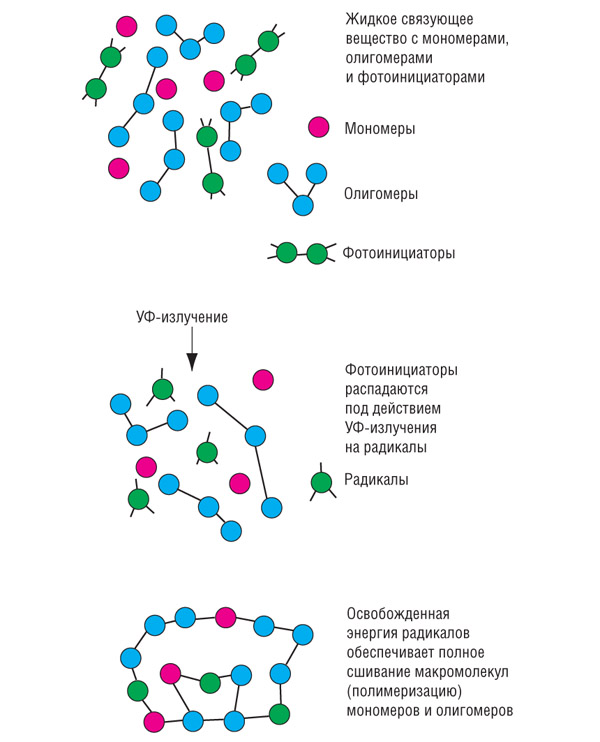
Таблица 6 Печатные краски, отверждаемые излучением • «мгновенное» (1–100 мс) высыхание или затвердевание и, следовательно, возможность немедленной послепечатной обработки Недостатки: • краски дороже, чем стандартные печатные краски УФ-печатные краски. Эти краски отверждаются под действием ультрафиолетового излучения с длиной волны примерно 100–380 нм. УФ-печатные краски имеют совершенно другой состав, чем стандартные печатные краски, например для офсетной печати. Они используются преимущественно при печати на невпитывающих материалах, таких, как пластмасса и жесть, а также на высококачественных картонажных изделиях и этикетках. УФ-краски разработаны для всех стандартных видов печати, а также для струйной печати. УФ-краски состоят из: • мономеров УФ-краски не содержат летучих субстанций. Мономеры. Они служат для регулирования вязкости и вместе с олигомерами составляют систему связующих веществ (рис. 11). Полимеры или олигомеры взаимодействуют во время действия УФ-излучения с мономерами, способствуя образованию трехмерносшитых макромолекул полимеров. При действии УФ-излучения фотоинициаторы распадаются на радикалы и вызывают полимеризацию. Образованные радикалы способствуют вводу в цепную реакцию новых радикалов и взаимодействуют с мономерами и полимерами с образованием сетчатых структур. В состав печатных УФ-красок входят также красители и добавки, как в другие печатные краски.
Рис. 11 При применении УФ-красок и лаков следует особенно обращать внимание на то, чтобы при разделении слоя краски при печати не образовывался красочный туман. Эти капельки могут загрязнять машину и попадать в окружающую атмосферу. Пыление краски зависит от скорости печати, типа связующего вещества, конструкций красочных и лакировальных аппаратов, а также температуры. УФ-краски благодаря фотоинициаторам имеют специфический запах, который, однако, после их высыхания сильно уменьшается (запах переходит и на печатное изображение). Катионные системы отверждения имеют более приятный запах, чем радикальные системы, но медленнее высыхают (благоприятнее для лака, так как существует меньшая склонность к образованию трещин). ЭЛ-краски (ESH – Elektronen-Strahl-Härtung), отверждаемые под воздействием электронного излучения, позволяют отказаться от фотоинициаторов, так как оно действует прямо на связующее вещество. Большие толщины красочных слоев могут привести к образованию полимерной сетки, так как электронное излучение проникает глубоко в них, и влияние пигментов на высыхание невелико. Специальные печатные краски позволяют получить металлический или перламутровый блеск. Особое положение среди печатных красок занимают краски с использованием металлических или перламутровых блестящих пигментов или интерференционных пигментов. Имеются печатные краски, которые также называются «золотыми» и «серебряными» красками или которые позволяют получить подобные эффекты. Пигмент золотой бронзы получают смешением порошкообразного сплава латуни с разным содержанием меди и цинка. Чем выше содержание меди в сплаве, тем краснее «золотой» цвет краски. Технология изготовления бронзы дает возможность обеспечить необходимый размер зерна металлического пигмента для обеспечения требуемых условий печати. Их размер составляет для офсетной печати до 3,5 мкм, для глубокой и флексографской печати 8–9 мкм (слои краски при этом значительно толще, чем в случае офсетных красок). Для изготовления серебряного пигмента используют алюминий со степенью чистоты 99,5%. После плавления в индукционной печи жидкий сплав обрабатывается струей сжатого воздуха. Конечный продукт – металлические гранулы с блестящей металлической поверхностью. Эти краски закрепляются как обычные офсетные печатные краски путем впитывания и окислительной полимеризации. Новейшие разработки «золотых» и «серебряных» печатных красок основаны на использовании разбавляемых водой дисперсных лаков. Они наносятся посредством лакировальных устройств с системой камерного ракеля. Эти краски закрепляются при впитывании в запечатываемый материал и испарении содержащейся в краске части воды. Они характеризуются заметно большим блеском, чем обычные «золотые» и «серебряные» печатные краски на основе фирниса (олифы). Краски с перламутровыми блестящими пигментами придают оттиску характерный блеск, который сравним с блеском жемчуга. У этих пигментов ядром является частичка слюды, которая обволакивается одним или большим числом слоев оксида металла. Печатные краски с металлическими пигментами, которые используются в глубокой и флексографской печати, изготавливаются идентично краскам с органическими или неорганическими пигментами. В качестве краски с «атласной» поверхностью применяют «серебряную» краску, которая смешивается в любом соотношении с цветной краской. Так образуются цветные блестящие краски.
<< Назад Вперед >>
С разрешения компании «Гейдельберг-СНГ» |
 |