 |
 |
В НАЧАЛО • О НАС • ПРОДУКЦИЯ • ОБОРУДОВАНИЕ • ТРЕБОВАНИЯ К МАКЕТАМ • СПРАВОЧНАЯ • КОНТАКТЫ |
|
||
Качество печати в большой мере зависит от подготовки, выполненной на допечатной стадии, способа печати, применяемого оборудования, а также свойств материалов, используемых для изготовления печатной продукции, в первую очередь от характеристик бумаги и красок. Качество конечной печатной продукции зависит и от послепечатной обработки. Качество оттиска (одно- или многокрасочного) или печатного оттиска, содержащего растровое, штриховое изображение и текст одновременно, определяется точностью цвето- и тоновоспроизведения, передачи мелких деталей, а также точностью приводки в многокрасочной печати и свойствами поверхности отпечатанного изображения всей печатной полосы или печатного листа (Рис. 1). На нем представлены процессы, технологические параметры и факторы, влияющие на качество печати. Эти параметры должны быть определяемыми и измеряемыми. В метрологическом контроле используются соответствующие измерительные приборы. Большинство таких приборов применяется со специальными тест-объектами (оценочными тест-объектами/шкалами), полученными на оттиске вместе с основным изображением. Кроме этого, качество репродукции контролируется визуально. Для проведения визуального контроля установлены минимальные требования к условиям освещения и рассматривания (ISO 3664). Субъективная визуальная оценка привносит в суждение о качестве изображения психологический момент. В зависимости от назначения оттисков, содержания изображения и его структуры используют различные критерии оценки. Только инструментальная оценка обеспечивает объективное и по возможности автоматизированное управление качеством печати. Одним из важнейших параметров качества является цветовоспроизведение. Цвет репродукции измеряется для того, чтобы едва заметные различия между оригиналом, пробным и тиражным оттисками свести к минимуму или обеспечить постоянство качества в пределах всего тиража.
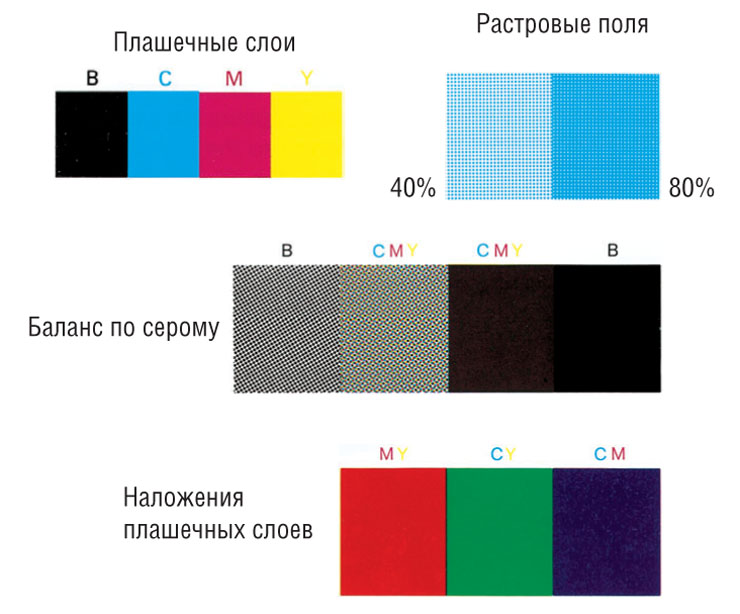
Рис. 1 Измерения цвета Измерение оптической плотности широко распространено. Для этой цели существуют надежные измерительные приборы. Так, денситометром определяются не только оптические плотности, но также и параметры растровой печати, такие как растискивание и относительный контраст печати. Тот факт, что посредством измерений возможно определить красковосприятие (захват) краски материалом, имеет исключительное значение в технологии многокрасочной печати. Денситометрия
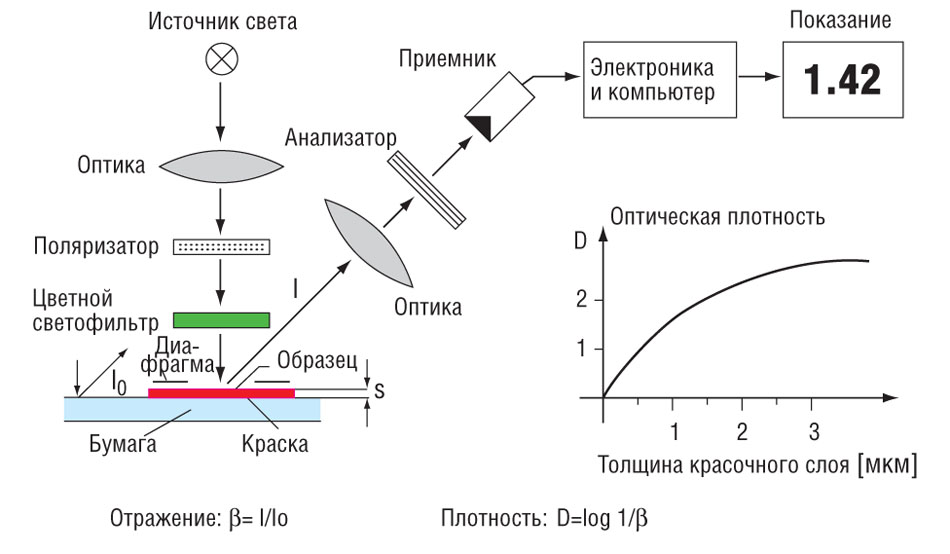
Рис. 2 Оптическая плотность D определяется логарифмическим соотношением (Рис. 4):
Коэффициент отражения β равен отношению интенсивности света I, отраженного от красочного слоя, к отражению I0 от участка незапечатанной бумаги. С увеличением толщины красочного слоя коэффициент отражения β уменьшается. Для того, чтобы получить данные измерений пропорциональные изменению толщины красочного слоя, при расчете оптической плотности сначала находят обратную величину 1/β, а затем вычисляют ее логарифм. Как известно, отрицательный логарифм отражения (пропускания) моделирует нелинейность зрительного восприятия. На Рис. 4 приведен пример изменения оптической плотности от толщины красочного слоя.
Рис. 3
Рис. 4
<< Назад Вперед >>
С разрешения компании «Гейдельберг-СНГ» |


 |