 |
 |
В НАЧАЛО • О НАС • ПРОДУКЦИЯ • ОБОРУДОВАНИЕ • ТРЕБОВАНИЯ К МАКЕТАМ • СПРАВОЧНАЯ • КОНТАКТЫ |
|
||
Контроль изображения В зависимости от постановки задачи конфигурация систем контроля на рулонном полотне существенно различается. Чаще всего они используются для визуального контроля заметных дефектов и больших искажений по цвету или приводке. Достоверный контроль цвета в течение печати всего тиража может быть обеспечен только посредством денситометрических или колориметрических измерений, производящихся по движущемуся полотну. Самым простым средством визуального контроля движущегося полотна является стробоскоп. Здесь используются периодические вспышки света, синхронизированные со скоростью движущегося полотна так, что оно кажется наблюдателю неподвижным. Высококачественный контроль изображения обеспечивается оптической системой с вращающимся зеркалом. Статическое изображение также предоставляет возможность оператору печатной машины обнаруживать отклонения в цветопередаче.
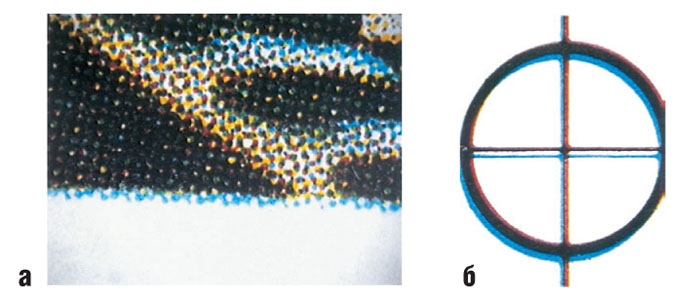
Рис. 14 Возрастает использование видеоконтрольных систем, отличающихся расширенными возможностями обнаружения как дефектов структуры, так и довольно заметных искажений цветопередачи. Преимущество видеонаблюдения заключается в цифровом анализе изображения с автоматическим распознаванием искажений. Точность определения цвета ограничена технологическими характеристиками видеокамеры и качеством изображения, которое не гарантирует измерение оптической плотности или даже цвета. Подобные системы подходят поэтому для общего анализа изображения с использованием компьютерной поддержки, но не для метрологических измерений цвета и осуществления контроля при малых допусках на отклонения параметров печати. Приводка красок Самым простым способом проверки совмещения красок является рассматривание определенного участка изображения в лупу (Рис. 15,а). Если лупа оснащена измерительной шкалой, то печатник может оценить величину несовмещения и, насколько требуется, отрегулировать неприводку по окружности и в осевом направлении.
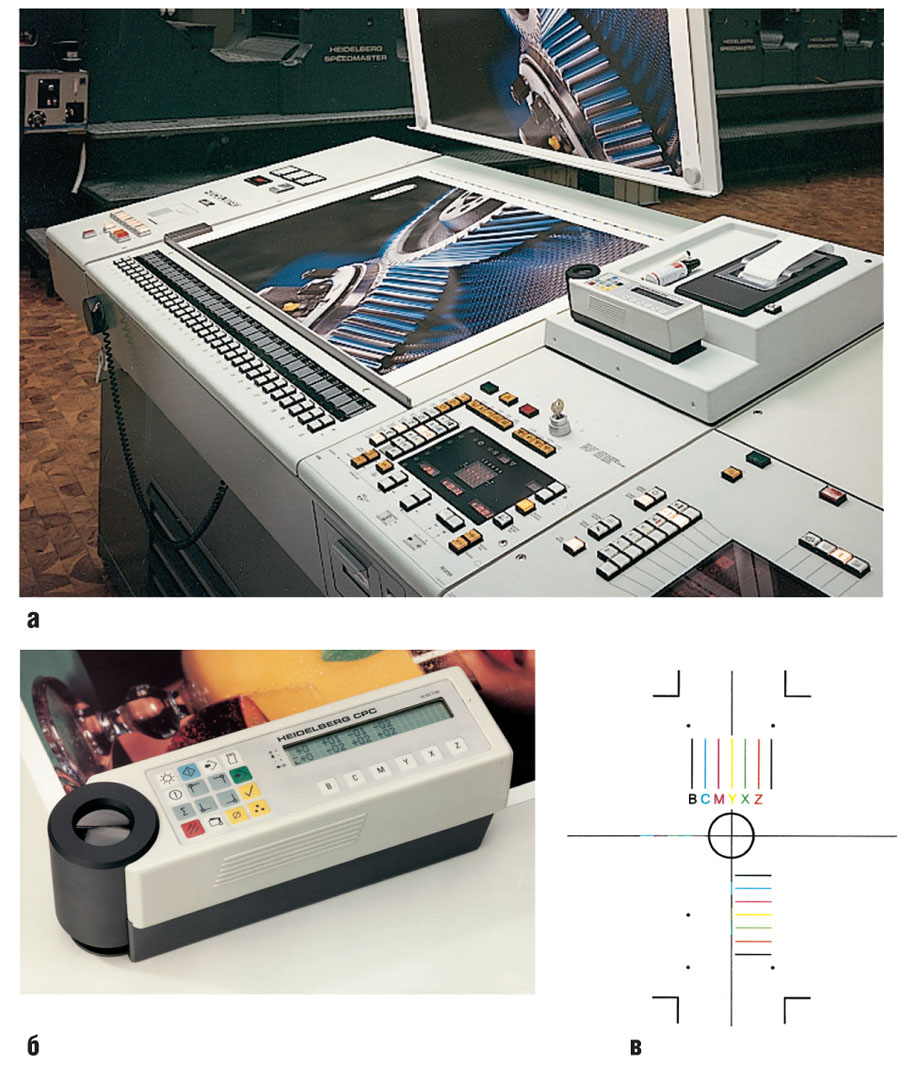
Рис. 15 С целью упрощения процесса контроля вдоль изображения на оттиске печатают специальные приводочные метки, которые копируются на печатные формы таким образом, что при точном совмещении всех линий/меток для отдельных печатных красок/цветоделенных изображений эти мини-метки ложатся одна на другую или формируют определенные структуры – приводочные метки, кресты (Рис. 15,б). Отклонения определяются визуально посредством лупы и далее учитываются при настройке печатной машины. Автоматизированные устройства измерения приводки красок могут распознавать отклонения, количественно их оценивать и отображать для печатника на мониторе. Кроме этого, такие устройства могут передавать данные для коррекции приводки непосредственно в систему настройки печатной машины. На Рис. 16 представлен и описан подобный ручной измерительный прибор. На Рис. 17 показан специальный увеличитель, содержащий передающую камеру, генерирующую растровое изображение на мониторе.
Рис. 16 Для измерения совмещения красок непосредственно в процессе печати (in-line) используют измерительные системы, которые устанавливают как на листовых, так и на рулонных печатных машинах. Измерение ведется преимущественно по приводочным меткам, отпечатанным по периметру основного изображения. Рис. 17
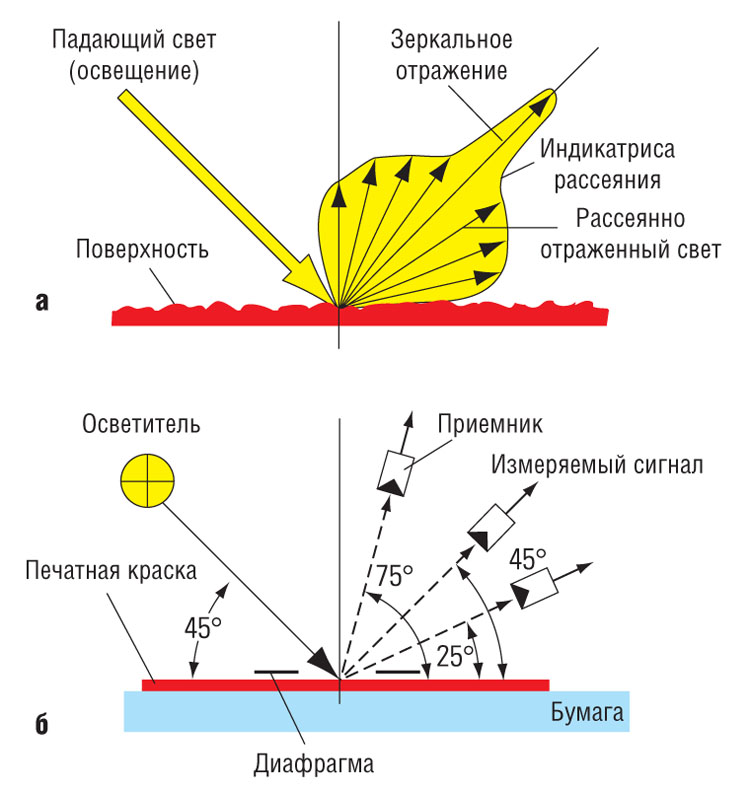
Измерение глянца
Рис. 18
<< Назад
С разрешения компании «Гейдельберг-СНГ» |


 |