 |
 |
В НАЧАЛО • О НАС • ПРОДУКЦИЯ • ОБОРУДОВАНИЕ • ТРЕБОВАНИЯ К МАКЕТАМ • СПРАВОЧНАЯ • КОНТАКТЫ |
|
||
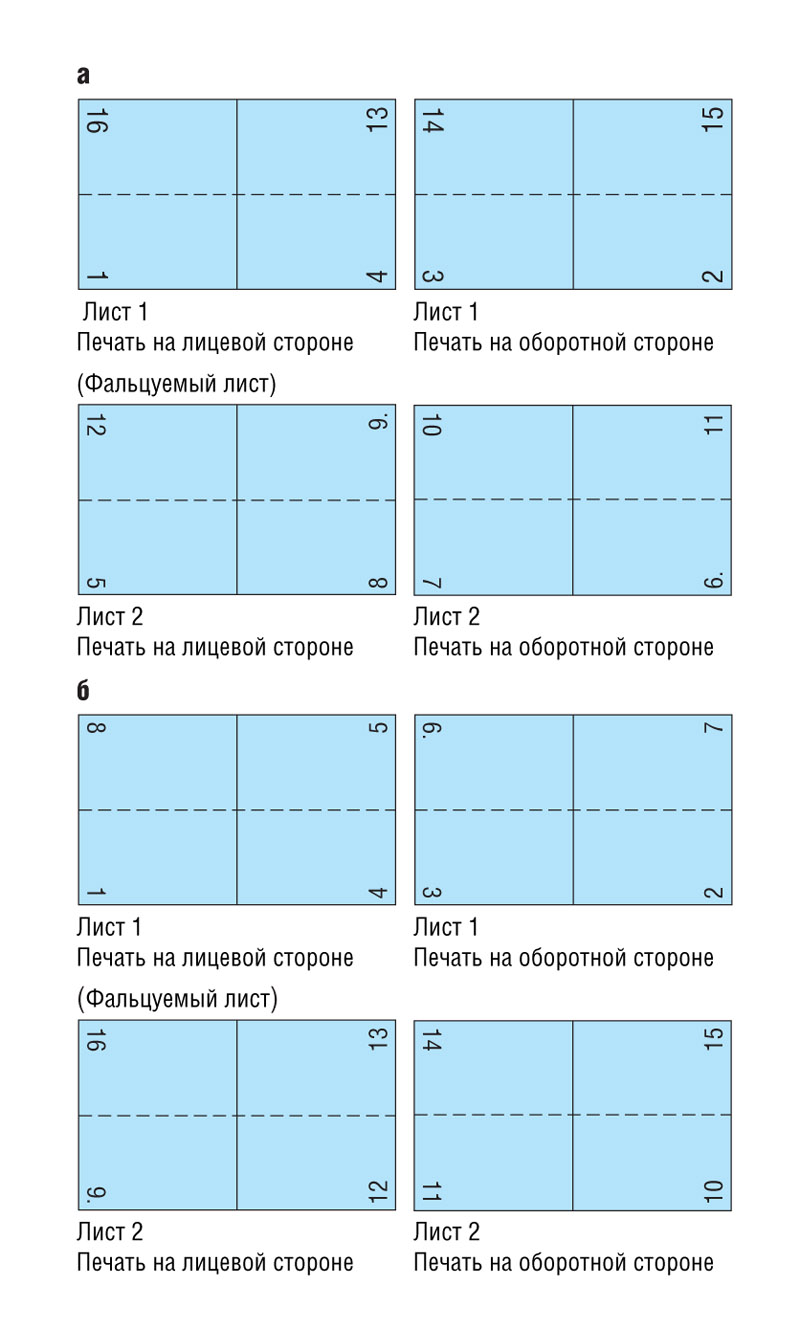
Использование основных технологий послепечатной обработки может быть представлено следующим примером: брошюры бесшвейного скрепления промазываются клеем в области корешка и снабжаются обложкой из соответствующих материалов (например, для книг карманного формата, каталогов, товаров, рассылаемых по почте, телефонных справочников). Сшитые внакидку брошюры состоят из нескольких вложенных друг в друга двойных листов, прошитых в фальц проволокой (например, журналы, иллюстрированные периодические издания). Изготовление брошюр происходит в пять рабочих этапов, объясняемых ниже: • Обрезка. Если на крупноформатных печатных машинах на одном печатном листе печатаются несколько фальцуемых листов (тетрадей) одинакового содержания, то они сначала должны быть разъединены. То же самое происходит при изготовлении обложек брошюр и разнообразных вставок (например, почтовых вложений). Резальные машины работают с ножами, которые могут прорезать стопу бумаги высотой до 20 см (рис. 38). • Фальцовка. Сначала листы, включающие несколько печатных страниц, с помощью машины фальцуются в соответствии со схемой спуска полос (рис. 40). Под спуском понимается размещение страниц на печатном листе таким образом, чтобы после фальцевания и подборки нескольких сфальцованных листов страницы издания следовали бы одна за другой в правильном порядке. Спуск определяется уже на стадии допечатных процессов, но зависит всегда от послепечатной обработки. При клеевом бесшвейном скреплении (рис. 40,б) отдельные сфальцованные листы размещаются один за другим, вследствие чего 1-й лист содержит страницы 1–8, а 2-й лист – страницы 9–16. При шитье внакидку сфальцованные листы вкладываются один в другой, при этом 1-й лист содержит внешние 8 страниц (1–4 и 13–16), а 2-й лист – внутренние 8 страниц (5–12) (рис. 40,а).
Рис. 40 • Подборка или комплектовка. Если 32-страничная брошюра напечатана по 8 страниц на листе, то она будет состоять из 4 тетрадей. При тираже 1000 экземпляров после фальцовки получается 4 стопы по 1000 сфальцованных листов. Они должны быть разъединены и размещены в соответствии с заданием. Размещение друг за другом (для клеевого скрепления) называется подборкой и выполняется на специальных подборочных машинах. Вкладывание тетрадей одна в другую (для шитья внакидку) осуществляется последовательно. Оно большей частью выполняется на вкладочно-швейно-резальных агрегатах (ВШРА) (рис. 39), которые также выполняют рабочие операции по шитью и трехсторонней обрезке. • Клеевое скрепление и шитье проволокой. Корешок подобранных тетрадей для клеевого скрепления брошюры сначала фрезеруется, чтобы облегчить проникновение клея. Затем корешок полностью обрабатывается клеем, большей частью расплавленным, накладывается обложка и приклеивается к корешку. Используемая в этом процессе машина клеевого скрепления может объединяться с имеющейся подборочной машиной и трехсторонней резальной машиной. В ВШРА вложенные друг в друга тетради будущей брошюры подводятся под проволокошвейные головки, которые прокалывают скобы и загибают их. • Трехсторонняя обрезка. Листы соединенной таким образом брошюры еще не разделены по фальцу. Так как они на этой стадии не могут быть раскрыты, фальц должен быть обрезан. В своем большинстве брошюры обрезаются с двух или со всех трех сторон (верхнее поле, нижнее поле, лицевая сторона), что одновременно означает обрез брошюры до окончательного формата. Уже в процессе подготовки заказа на допечатной стадии следует учитывать эту обрезку и делать припуск, чтобы не произошло вырезания текста. Для трехсторонней обрезки имеются специальные машины с тремя ножами. В современных подборочношвейных агрегатах и машинах для клеевого (бесшвейного) скрепления оборудование для трехсторонней обрезки (триммер) большей частью уже встроено. Послепечатная обработка в последние годы становится все более и более автоматизированной, однако еще не в той мере, как печать, и в гораздо меньшей степени, чем допечатные процессы. В послепечатных процессах требуется большее вмешательство человека в технологию, чем на допечатной и печатной стадиях (исключение составляет, например, интегрированная отделка в ротационных рулонных машинах). Поэтому в области послепечатных процессов предпринимаются меры по внедрению компьютерного управления производственными системами(Computer-integrated Manufacturing – CIM), чтобы и эта часть обработки не стала «узким местом» в изготовлении печатной продукции.
<< Назад Вперед >>
С разрешения компании «Гейдельберг-СНГ» |
||
 |